
Welding Guidelines
ATTENTION:
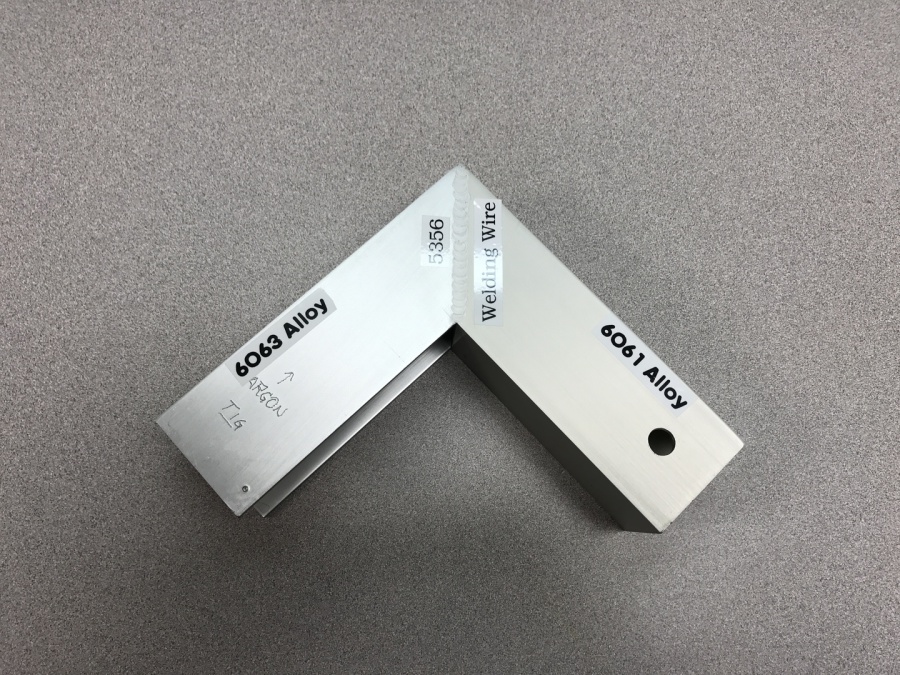
Different welding wires yield different anodizing results. CFC recommends that 5356 wire be used for 6061 aluminum to avoid darkening of the weld under anoditic coating.DO NOT USE 4043 WIRE. We also recommend NOT to mix different aluminum specifications (e.g. 6061 and 6063) as the anoditic finish will be visibly different for the two metals. (see examples below).
Welding too hot will cause "halo" rings around the welded area. This is due to a change in aluminuim structure (Tempered) due to heat. Be mindful of this and adjust your voltage accordingly.
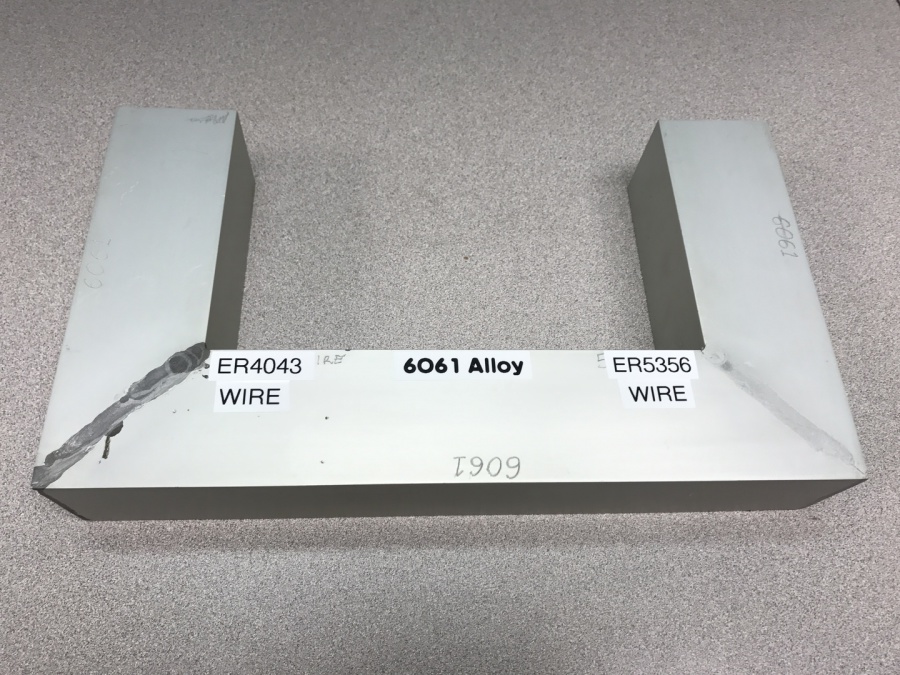
Notice the visual difference between 6061 and 6063 spec. below
(Keep this in mind if you consider mixing different alloys in one part)
Milling guidelines
ATTENTION:
CFC reccomends all milled/CNC material to be cut with extra cooling. Temperature can change the structure of the aluminum, and this can affect the anodic coating in turn. Always mill at a reasonable speed with sufficient water contact.
Extrusion lines/Marks should be expected from extruded material. The anodizing process dosent cover these natural marks and should be expected in the end product. Higher grade billets will yield a more uniform finish.
CFC reccomends machine parts to be anodized withing 1 month of production to avoid oxidation.
Please keep parts away from moisture and contaminants during this period. A light coating of oil will prolong life of milled parts at the expense of exta labor to remove the oil before anodizing.
ATTENTION:
NOT FOLLOWING RAILING DRAINAGE GUIDELINES WILL RESULT IN PART DAMAGE
Railing Guidelines
To better ensure the highest quality anodizing and coloring results for railings, we have compiled the following checklist of guidelines and techniques which we suggest you apply
during fabrication:
• Always use the appropriate alloy for anodizing. Extrusions should conform to AA 6063 T5 or T6 specifications. Aluminum sheet should conform to AA 5005 specifications.
• Never include non-aluminum materials in rails and rail assemblies.
• Use AA 5356 alloy filler rod to fabricate welded handrails, avoiding AA 4043 (which will turn a grey color in the clear anodizing process and could burn in the 2-step process).
• Avoid excessive heat in welding, as this may cause a temper change in the weld area which could affect coloring, causing a ‘halo’ around the weld.
• Use care in handling aluminum during and after fabrication, making sure all who come in contact with the metal wear gloves. Although the etching process may remove some light surface damage, anodizing will not cover or remove most visible scratches or other damage caused by skin contact—e.g. from perspiration and body oils.
• Avoid sanding or buffing finished surfaces by hand, as anodizing may accentuate surface irregularities that could result from applying less than uniform pressure.
• Rail sections should be no larger than 31.5 feet in length, 6 feet in height, and 26 inches in width to fit in CFC’s tanks. Please call for advice if product approaches or exceeds any of these dimensions.
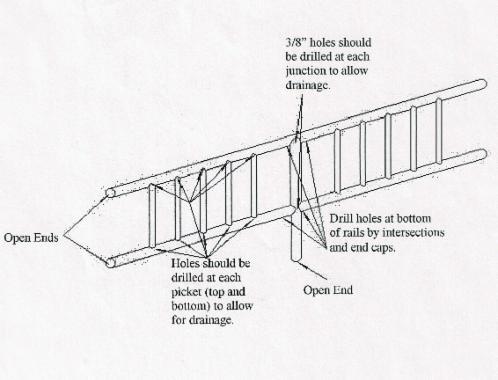
• Drill holes (3/8-inch minimum diameter) at strategic points to allow for proper submersion in tanks and drainage upon removal. Holes should typically be drilled at each horizontal and vertical connection, with holes at the top for air admission and at the bottom for drainage, as necessary. (see Figure 1 for examples)
• Flat surfaces sandwiched together may also present difficulties for entrapment and subsequent seepage of anodizing chemicals.
We're Growing!
We're proud to welcome Advanced Material Coatings to the Carolina Finishing and Coating family. Together, we offer expanded anodizing solutions across [Region/Industry.
please check out our website advancedmaterialcoatings

Contact Information:
CAROLINA FINISHING AND COATING, LLC
441 Countryside Rd
Kings Mountain, NC 28086
Phone: +1 704/7308233 +1 704/7308233
Experienced anodizing professionals.
Mr. Maurice Badawy brings 30 years of experience and knowledge in the aluminum anodizing business to CFC, and has assembled a highly qualified staff with over 95 years of experience combined. Together we are CFC Anodizing, bringing you unsurpassed quality and customer service.